Chained to the tracks – Kässbohrer assembles PistenBully chains on a HandlingTech system
Powerful chains deliver firm grip to the PistenBully, even on black runs. Recently, two KUKA robots began installing the chain elements used for this on a HandlingTech system. The aims of this automation in particular were to cope with rising sales figures and to relieve the physical strain placed on employees.
The PistenBully has turned 50. This type of vehicle from Kässbohrer Geländefahrzeug AG, Laupheim, has been setting the pace of innovation on the piste and cross-country trail from the outset. Over 22,000 PistenBully units have been delivered around the world to date. The vehicle made its breakthrough in Japan in 1972, with preparation of the Olympic pistes in Sapporo. Today, the name “PistenBully” is largely synonymous with the vehicle category “snow groomer”. Global market share: over 60 percent. The Kässbohrer Geländefahrzeuge production program also includes equipment for beach cleaning, as well as special vehicles for work and transport applications over rough terrain (also with high payloads since 2014, with the PowerBully). All these vehicles are tracked vehicles. Kässbohrer produces between 600 and 700 vehicles per year and employs just under 700 employees at all of its sites.
“The chain” says Uwe Thierer, authorised representative of Kässbohrer Geländefahrzeuge AG, “is an entirely central element of our vehicles, the footwear so to speak.” When developing the new vehicle generation, a new chain concept was also developed and “the automation compatibility of this product was a consideration right from the development phase.”
In addition to the existing chain final assembly system, a robot system will now also be realised for the pre-assembly of the individual chain links with spikes and track guides. With this, the variance of the individual chain modules has been kept to a minimum. Thierer: “We devised this right from the development phase.” However, the system has retained the degree of flexibility required for the automated assembly of further chain types in the future.
Bernd Riegler, deputy head of production at Kässbohrer Geländefahrzeuge AG, Laupheim, provides an incite into the upcoming plans: “We are already looking at the next expansion stage.” The system that has now been put into operation will assemble studs in an initial step, to such a degree that they can be assembled to produce a complete chain on a second system that is already available.
When it came to selecting the system constructor, Kässbohrer was open: “We were seeking a reliable system partner, capable of supporting the project from a blank sheet of paper right to the point of system realisation. And HandlingTech made the best impression when we came to choose a partner”, recalls Uwe Thierer. Bernd Riegler was confident that success was heavily dependent on the pre-planning and good communication between the participants: “The cooperation was outstanding and it was always a collaborative relationship.” The decisive aspect: “We all had the same objective, and we tried to achieve it together. And we succeeded.”
The chain of a PistenBully always consists of 68 studs.
These individual studs are mounted on the chain belts, offset according to a specific pattern. Earlier, the knowledge of this pattern was retained by the employees. However, the robots have “learned” this. In order to optimally utilise the system from the outset, the employees were trained by HandlingTech during installation. Intuitive system operation via the HaTPad greatly assisted this induction process. Bernd Riegler is well aware: “For us, better personnel training means more efficient system operation.”
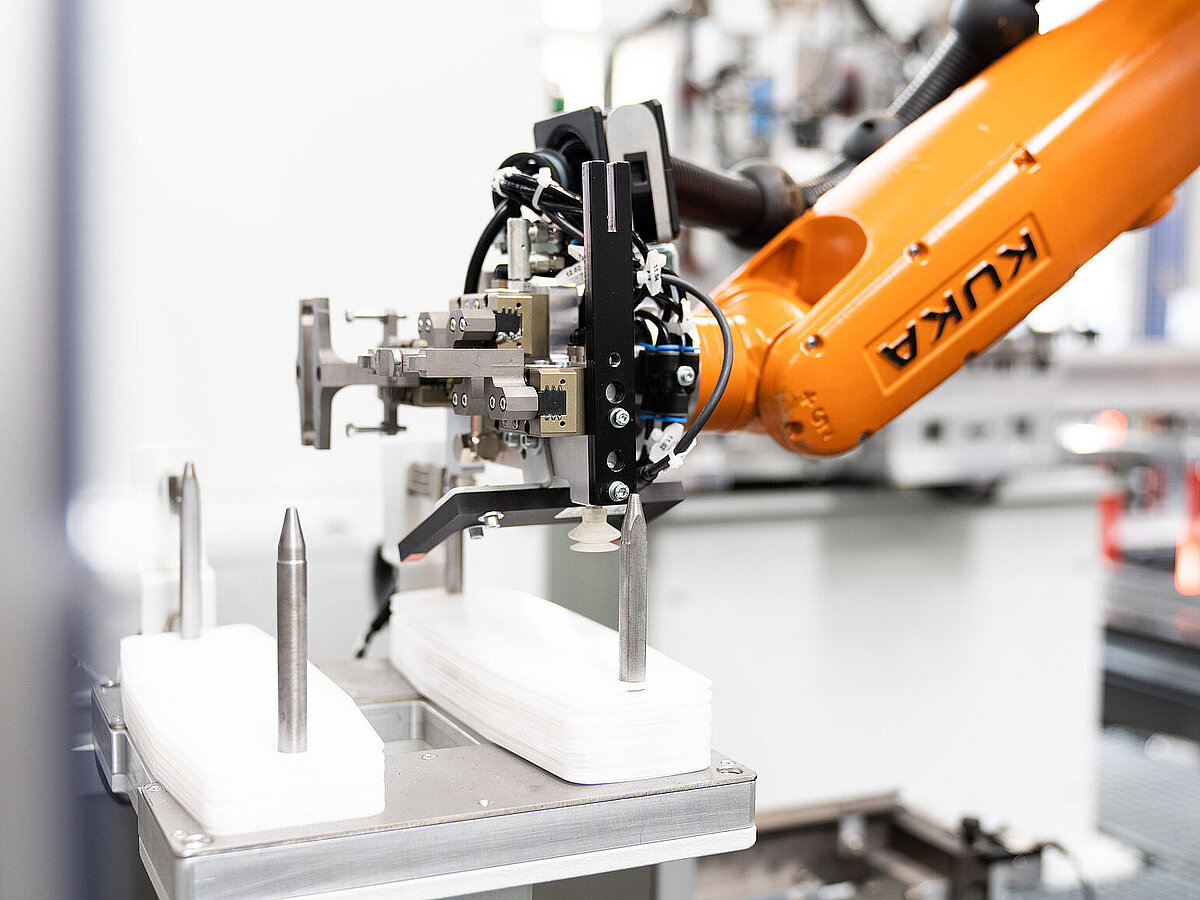
Two KUKA robots share the work throughout the numerous assembly steps: The large KR 60 with a reach of 2,200 mm and a maximum payload of 45 kg performs the handling tasks. The robot also sits on a 7 m long movement axis. The small KR 10 assists at the respective process stations. Its maximum payload of 10 kg and reach of 1,420 mm are entirely adequate for this.
The KUKA KR 60 initially picks up the first component from a goods carrier in the vicinity. When it travels to this goods carrier for the first time, it must orientate itself on the basis of three points on the plastic carrier. In this way, the robot detects the location of all parts stored on this carrier. It then travels to the first assembly station and sets a part down, a so-called stud, here. These aluminium studs have varying lengths, whereby the robot “knows” which stud is located on which pallet.
The robot places the stud in the first assembly station. Subsequently, the small robot sets down an intermediate plastic layer. This is intended to prevent contact corrosion occurring between the aluminium profile and steel bracket. A so-called cast steel bracket is then bolted on, whereby the threaded connection is checked and documented. During further process steps, the stud is completed with ice grips.
The additional challenge with Kässbohrer: The system for assembling the studs expands an existing assembly system as an upstream station. And it therefore had to be integrated into the existing layout of the production hall. Because it was also necessary to consider the material supply, space was extremely tight.
The combined system operates with an average cycle time of 90 seconds, depending on the number of ice grips to be installed. A conveyor belt transports the pre-assembled units between the new and old or existing system. The belt also serves as a buffer and compensates for cycle time fluctuations. Such fluctuations result on the one hand from the stud variants, although also from the required pallet change.
Previously the studs were fitted by hand. The workers were required to lay out every element and join with one or two forceful hammer blows, in accordance with the tolerances from pre-production. The individual parts were then bolted together, the ice grips were fitted and also bolted on. Bernd Riegler has calculated that it was necessary to handle around one ton of material in a single shift: “All employees were therefore delighted to have the strain taken out of this work.”
The workers are now protected against physically strenuous work and are able to concentrate on other tasks. They operate and monitor the system, and ensure the supply of parts. In order to avoid walking back and forth around the system unnecessarily, the workers have access to a HaTPad on both sides, with which they can monitor the system and locate the causes of any possible malfunctions immediately.
Considering pre-production
Automation always means consistent quality. However, this requires that the individual parts also be automation-capable – a lesson that was also learned at Kässbohrer. Because parts such as the cast steel brackets and ice grips are manufactured externally. Bernd Riegler: “Working together with our suppliers and in our own production processes, we were required to make a few minor changes. Competent engineering is a big help here. And we had that with HandlingTech.”
The automation specialists from Steinenbronn are highly familiar with the construction of customer-specific systems. The fact that simulation is also part of such a project is a matter of course – also for HandlingTech. Over the course of 25 years, HandlingTech has made a name for itself in countless user sectors, both in the construction of standardised robot cells and in the realisation of customer-specific assembly and production systems.